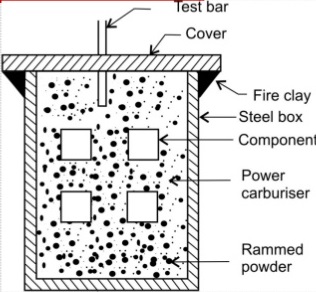
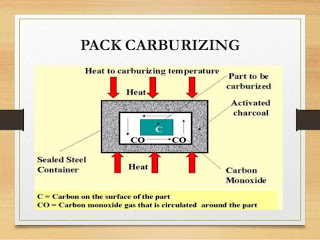
This method is the oldest. The steel to be carburized are packed in metal boxes, or pots completely surrounded by the compound, boxes that are usually made of a heat resistant alloy. The boxes are sealed with clay to exclude air and are placed in an oven, or furnace, where they are heated to temperature of between 900°C and 950°C , depending on the composition of steel. The carbon from the carburizing compound soaks into the surface of the hot steel to depth which depends on the time that the box is left in the furnace, so that the low-carbon steel is converted into high-carbon steel in the form of thin case. The internal section of the steel, and any parts, which have been protected by tinning, however, remain unaffected, the result being a piece of steel with a dual-structure. The steel is allowed to cool slowly in the box.
Small parts and single jobs are often carburized by heating them in forge, and covering them with a carburizing powder when the metal has reached a bright red heat. The carburizing compound melts and flows over the surface of the metal, which is then returned to the forge and maintained at a bright red heat for sufficient time to allow the carbon to penetrate the surface, quenching then follows as usual.
 Many commercial 'carburizing' compounds are available in suitable mixed form. Among the ingredients, combined in different percentages, are powdered charred leather, wood charcoal and horn. Wood charcoal is very largely used, although its value varies with the type of wood. Hickory gives the best results and a normal rate of penetration gradually decreases and ceases after eight hours. Wood charcoal gives the slowest rate of penetration of any of the carburizing materials.
Many commercial 'carburizing' compounds are available in suitable mixed form. Among the ingredients, combined in different percentages, are powdered charred leather, wood charcoal and horn. Wood charcoal is very largely used, although its value varies with the type of wood. Hickory gives the best results and a normal rate of penetration gradually decreases and ceases after eight hours. Wood charcoal gives the slowest rate of penetration of any of the carburizing materials.
No comments:
Post a Comment